Baghouse Inspection and Maintenance
A Checklist for Peak Performance and Safety
While the concept of equipment maintenance is easily understood, in reality, maintenance is often forced to the back burner by the daily demands of keeping an industrial plant running. The easiest way to insure reliability of your baghouse is to schedule routine inspections and maintenance. By developing and implementing an effective baghouse maintenance strategy, and sticking with it, you realize multiple benefits. - Avoid fire and explosion risks associated with both airborne and settled dust.
- Insure that OSHA standards for effective dust control are continually met.
- Minimize workplace hazards.
- Improve the operation effciency of your equipment.
- Prolong the life of the baghouse and filter media.
- Minimize the loss that can occur due to production downtime.
What Should an Inspection and Maintenance Program Include?
Decide on a schedule for periodic inspections These will likely include daily, weekly, monthly, semi-annual and annual checks. Create an inspection log. Sly, Inc, a leading manufacturer of dust control equipment, has several sample inspection logs for their products that you can view here.
Most importantly - take and record measurements. You must know the normal operating parameters of your baghouse to recognize when something is amiss.
Your inspection and maintenance program should include attention to the following:
Filter Media
Periodic inspecton of filter media is essential. The filter media allows for the accumulation and support of a dust
 |
| |
Sly Pleated Filter Bags
|
cake, which in turn provides the high filtering efficiencies wanted during operation. Inspect the clean air side of the baghouse for leaks and the bags for tears.
Several situations may result in a higher than normal pressure drop within a dust collector, relative to your recorded data.
- Excessive dust cake, evident when inspecting the filter bags, or a greater than normal layer of collected dust, can both prevent the cleaning system from functioning properly.
- If the dust cake has hardened to the bags and is difficult to dislodge, there may be moisture in the baghouse.
- Blinding of filter bags - when they are so loaded with dust that the cleaning system cannot effectively clean them - can occur from improper start-up conditioning of the filter bags after a bag change, by excessive dust loading or an by an improper selection of filter media relative to particle size.
Pressure Drop
Differential pressure, the amount of static resistance needed to push or pull air through the filter media, is a good indicator of the amount of dust remaining on the filter media, as well as the condition of the bags themselves. By maintaining a daily log of a baghouse's differential pressure, you'll recognize any deviation from the norm. This can alert you to potential problems, such as an increase in dust emmissions, reduced ventilation air at the dust source and shortened bag life.
Cleaning System
A baghouse cleaning system is any equipment used to remove accumulated dust cake from filter media. Examples include pulse cleaning, reverse air, and shakers. Whatever you use, it must function properly to avoid dust build up, an increased pressure drop and reduced volume of air ventilation. Inspect the cleaning system regularly and make any necessary adjustments.
Consider on-demand pulse cleaning to effectively reduce compressed air usage and extend the life of the filter media, solenoids and diaphragm valves. This can be done by adding a photohelic switch, a differential pressure switch or an integral pressure module to a sequential timer. Your baghouse manufacturer may offer a plug-in option that is easily added to your cleaning system.
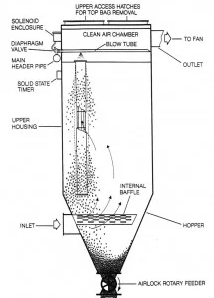
Hopper Discharge
Unless designed to do so, storing material in a hopper can lead to bridging of the dust. Or, the dust may settle as a solid mass and require time-consuming labor an
|
| |
Image courtesy of Sly, Inc.
|
d downtime to correct. Material buildup can fill a hopper to its inlet and plug the unit. With low density materials, the airstream may sweep dust into the bag, blinding or ruining the filter bags. Inspect your method of material discharge - rotary valve, screw or pneumatic conveyor, etc. - to see that it is working properly.
Visible Emissions
Particlulate seen discharging from exhaust stacks (visible emissions) indicate a breach in a seal or a torn filter bag. Locate the leak and repair promptly. Emissions cause health issues, damage property and may result in EPA fines.
Broken bag detectors can be added to the clean air ductwork. In the event a bag begins to fail, the detectors, using triboelectric or scattered light technologies, can sound an alarm, siren or flashing light.
Exhaust Fan
An exhaust fan is designed into the dust collection system to move air from the point of pickup, through the baghouse and filter media, and out the exhaust stack. The fan selected is specific to the application with respect to volume and pressure drop throughout the system.
Loose or worn belts, or an imbalanced impeller can prevent the exhaust fan from discharging the volume of air it was designed to handle. Without the necessary ventilation air, a dust collection system is ineffective. Normally fan inspections are performed semi-annually. However, any unusual vibration, squealing or noticeable diffences from standard operation should be quickly evaluated.
Structural Integrity
Inspect welds, joints and flange seals annually. Seal any leaks in the collector. In a negative pressure system, a breach in seals or welds can introduce ambient air, moisture and contaminants into the collector. In a positive pressure system, dust blowing out of the collector can create health hazards for employees.
Inspect structural support members for signs of fatigue and corrosion. Confirm that all fastners are in place and secured, especially on ladders and access platforms. Replace missing hardware. Clean and re-weld cross bracing or gussets with cracked welds. Check the filter's external walls for corrosion or bowing. Repair any holes in the dust collector walls or hoppers. Clean and repaint when necessary.
Ductwork
Inspect the entire length of ductwork and clean out dust accumulation. Particulate must reach the baghouse in order for the dust collector to do its job. Dust traveling at lower than recommended velocities may settle and accumulate in the ducts, choking the system. Recommended minimum airstream velocity within any duct is 3,500 fpm and between 4,000 and 4,500 fpm for heavier dusts like sand.
In Summary
You always come out ahead with a planned maintenance program, consistently followed, over a reactive maintenance approach. Start yours today!
|