Having problems with your dust collector? A faulty collector can lead to
a shut-down with costly downtime and airborne dust can threaten employee
health and safety. Collectors running inefficiently can increase utility
costs when valves leak pricey compressed air and fans begin to work
overtime to keep up with plugged bags.
Below are four of the most common problems that can occur in a dry dust
collection system – and how to fix them....1. Problem: The filter is not cleaning
properlyA filter that isn’t cleaning properly can lead to a
high pressure drop, which may reduce the airflow at the dust pick-up points and
lead to greater energy consumption. Troubleshoot with these
steps:
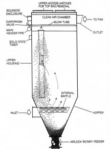
Check the HoppersA hopper, located in
the lower portion of the dust collector, should be checked and emptied when
troubleshooting a dust collector. A hopper, located in the lower portion of the
dust collector, should be checked and emptied when troubleshooting a dust
collector.If you don’t have a rotary valve in the hopper of your
collector, make sure that the hoppers have been emptied on a regular basis.
Additionally, if you do have a rotary valve, check the hopper to ensure the
valve is discharging properly and material is not plugging the collector. Full
hoppers may promote re-entrance of dust into the air stream, thus drastically
increasing the dust load and potentially overload the dust collector.
Sly offers hopper flow enhancement designs to prevent this sort of
blockage.
Search for presence of moistureExcess
moisture in the compressed air
stream will cause plugging of the bags and may result in improper cleaning and
shortened bag life. This moisture should be combated with compressed air
dryers. Additionally, search for any oil leaks, as airborne oil from
air compressors can also cause the bags to plug and interrupt the dust
collection system.
Check the operation of the timerWhen
checking the timer, observe the LED lights on the circuit board for timer
operation. Check the LED’s visually and listen for pulses. Consult the timer
manual for details on setting the timer’s pulse duration and frequency of
cleaning.
Inspect Solenoid ValvesDefective solenoid
valves can result in failure of the pulse valves to operate properly or at all.
2. Problem: The dust collector is operating at a low volume.
Collectors operating at a low volume will pick up an insufficient amount of
dust, costing the plant valuable time and money. A low air volume may be due to
several factors. Troubleshoot this with the following procedures.
Clean Plugged Filter BagsImproper cleaning of filter bags
leads to high pressure drop that inevitably leads to a reduced air volume. The
filters should be cleaned in an off-line mode, with the fan turned off, for at
least 15 minutes. After this time, start the unit up again. If the pressure
drop is still high the filters will need to be replaced.
Evaluate Exhaust Fan PerformanceA number of
issues could potentially affect the performance of an exhaust fan. Belts may be
slipping, rotation of the fan may be incorrect, the inlet or impeller may be in
poor condition, or there may be an improper pressure drop due to a poor inlet
design for the ductwork. Any specific problems that are found should be
corrected and the fan re-tested for flow and pressure drop.
Inspect Inlet DuctsIf the inlet ducts
are plugged, too small, run too long, or cause an excessive pressure drop due to
improper connections or fittings, the system air flow will be affected. Ductwork
should be periodically inspected and any specific problems corrected as soon as
possible.
NOTE: If a fan damper is supplied, the damper should be closed halfway before
startup with a new bag. Once the pressure drop across the bags has reached
approximately 2” w.c., the damper may be opened until the unit is at design
volume. This is best determined by taking a pitot tube traverse of the inlet or
outlet duct of the collector. Any air velocity measuring devices may be
used.
3. Problem: The dust collector is operating at high volume and picking up excessive product.
Collectors operating at excessive volume will pick up too much product,
potentially over-working the dust collector and removing valued product from the
process. Removing more than just the undesired airborne dust can cost the plant
valuable time and money. Troubleshoot as follows:
Adjust Fan Speed
If the fan is running at a speed that is higher than design then it will pull
too much air through the system causing the pick-up points to draw in excess
product. Check the fan speed and change sheaves/pulleys if needed to bring the
speed to design conditions.
Make sure inlet ducts are secure and properly sized
Inlet ducts that are larger than required and not appropriately customized can
lead to lower system static loss, which can lead to higher air flow. Check the
ductwork static pressure at several locations and across the fan to verify the
system pressure drop is per the design conditions. Modify the fan or the
ductwork to ensure proper pickup volumes and ductwork velocities to prevent
powder from settling in the ducting.
However, before making any adjustments in the ductwork, check for leaks though
flanges, access ports or holes and correct those conditions before taking any
measurements.
Leaking ductwork will usually mean less available air at the pickup locations
and lack of adequate venting of dust in that location. Any non-essential
openings should be plugged and any ducting leaks patched to ensure only the
appropriate pickup locations are connected to the system.
Once this is done, the current operating volumes and static pressures should be
measured throughout the system and include the total readings at the exhaust
fan.
Then compare these measurements to the initial start-up bench marks and design
of the ductwork. Once these values are known, exhaust air at each pick-up point
can be controlled with a blast gate. The blast gates serve to fine tune the
amount of air volume (CFM) at the specific ventilation point. If you are
concerned about picking up too much product, then the blast gate can be adjusted
to a more closed-off position, which creates additional static resistance and
decreases CFM.
Keep in mind, a reduction in air volume also means the duct velocity will
decrease. Care should be taken to make sure the velocity does not drop below the
recommended velocity required to transport the dust to the dust collector. Low
velocities will cause the dust to drop out in the ductwork which can lead to
serious ventilation problems and safety issues when the ductwork fills with
material. The hood design should also be observed for velocities that are too
high, allowing pick up of more dust.
Thinking about this process as “dust control” and not “dust collection” may help
put it into perspective. For example, a pick-up point should have a hood or
transition which keeps the pick-up velocity low as compared to the high-velocity
transport in the ductwork. These values will vary dependent on the application
and type of dust involved.
Check Filter BagsAny missing or damaged filter bags will
create a lower system static loss that can lead to higher conveying air volumes
(based on fan curves). The greater problem here is not “excessive product
pick-up” at the dust source but heavier dust emissions. Refer to the next
section for troubleshooting recommendations.
4. Problem: The dust collector is experiencing excessive dust leakage.
This problem is similar to excessive product pickup, but is unrelated to collector volume conditions. Instead, troubleshoot dust leakage as follows:
Double Check Filter BagsIf excessive dust leakage
is occurring, first check to make sure the filter bags are installed properly.
Any improperly installed filters should be reinstalled. Look for telltale signs
of dust on the tubesheet around the faulty filters.
Inspect Clean-Air-Plenum for Leaks Visually inspect
the clean-air-plenum to find the source of the dust leak. If you cannot
determine the source of the leak, fluorescent powders are available which glow
under black light.
In a dye test, a quantity of the fluorescent powder is introduced into the inlet
of the collector with the fan running and the cleaning system off. Use
approximately 1/2 pound of powder per 1,000 square feet of media. Next, the fan
should be turned off and the clean-air-plenum inspected with the black light.
The leak point will glow a bright fluorescent color that is more apparent in dim
or dark surroundings. A leak test kit is available from Sly Inc.
Keeping your dust collection equipment in proper operating condition is
essential to maintaining compliance with EPA and OSHA regulations as well as
maximizing product recovery. Troubleshooting is a critical part of the overall
system operation. Paying close attention to small changes in the operation
becomes key to keeping your system running smoothly in the way it was
intended.